写在前面
作者发现网上关于压力提前(K值/动态流量校准)的教程文章和视频虽然很多,但鲜有文章真正直白讲述压力提前的原理,甚至还有很多AI生成的文章和AI文案的视频,讲了一大堆东西却让人更加云里雾里,于是就有了写作这篇文章的想法。
本文解答三个问题:为什么要压力提前,压力提前为什么叫K值,怎么校准压力提前。
但是本文只是一篇通俗的入门教程,作者也并不是机械或材料相关专业的,因此本文可能有诸多不严谨之处。如果您发现文章有错误,认为本文内容侵犯了您的合法权益,或者有其他问题,可以在评论区指出,我将及时核实、回复与更正。
目录:
第1节 为什么要压力提前?压力提前为什么叫K值?压力提前(动态流量)和流量有关吗?
1.1 压力提前是什么?
“压力提前”(Pressure Advance)就是让挤出速度(挤出压力)变化略微提前于打印头移动的设定,至于引入压力提前的原因,则与3D打印机(本文中特指熔融沉积成型,即FDM)的打印原理有关。
3D打印的原理很简单:将耗材熔化并挤出,打印头同时按规定路径移动,把挤出的耗材堆积成打印件。如果挤出的宽度要均匀,挤出速度就要和打印头移动速度相配合,移动慢就挤出慢,移动快就挤出快。比如,在打印转角时,打印头需要先在原先方向减速,再在转弯后的方向加速,耗材的挤出就要随之先变慢再变快。
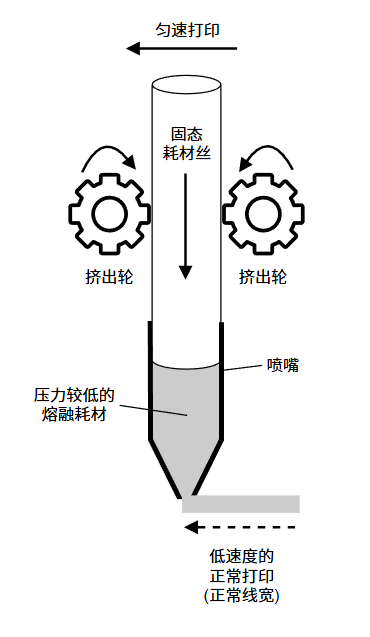
这还挺容易理解吧?但是在打印头的喷嘴内,熔化的耗材已经不再是固体,而是一种很粘稠的液体,挤出速度变化时,压力并不能瞬时从喷嘴的入口传递到出口,而是像水波纹一样有一定的传递过程。也就是说,耗材挤出速度变化时,要过一点点时间才能反映到喷嘴出料速度上。
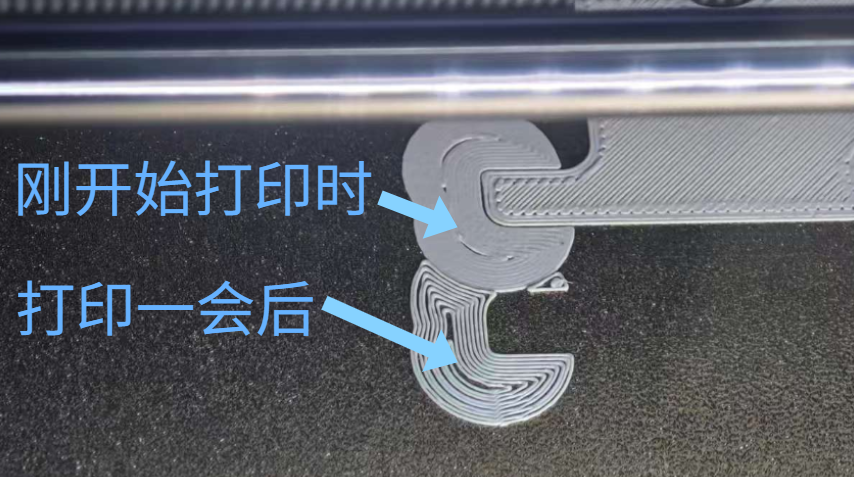
这样一来,打印头移动速度变快的时候,耗材虽然同时加速挤出了,但在挤出压力传递到喷嘴出口的这段时间,喷嘴已经按原来的低挤出速度移动了一段距离,这段距离内就会发生缺料。打印头减速时也是同理,刚开始减速的一段距离内会出现材料堆积。
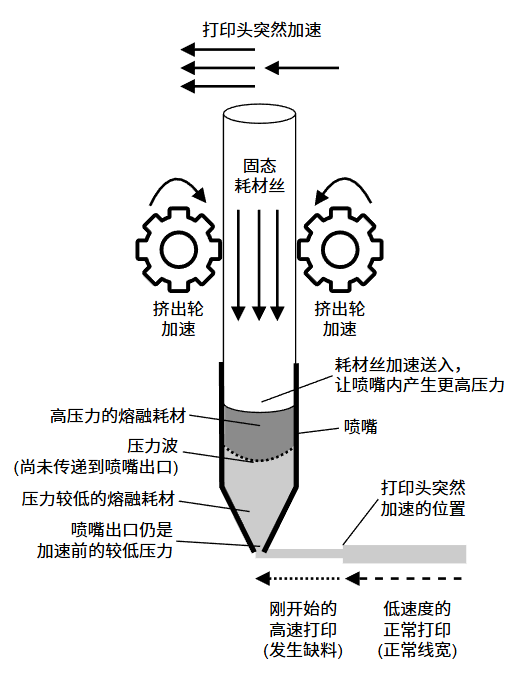
解决这个问题也很简单,我们可以让耗材挤出速度在打印头加速/减速之前一小段时间就提前变化,等挤出压力传递到喷嘴的时候,正好赶上打印头的速度变化,就能消除缺料和堆积问题了,这个方法就被称作“压力提前”。
1.2 压力提前有什么好处?
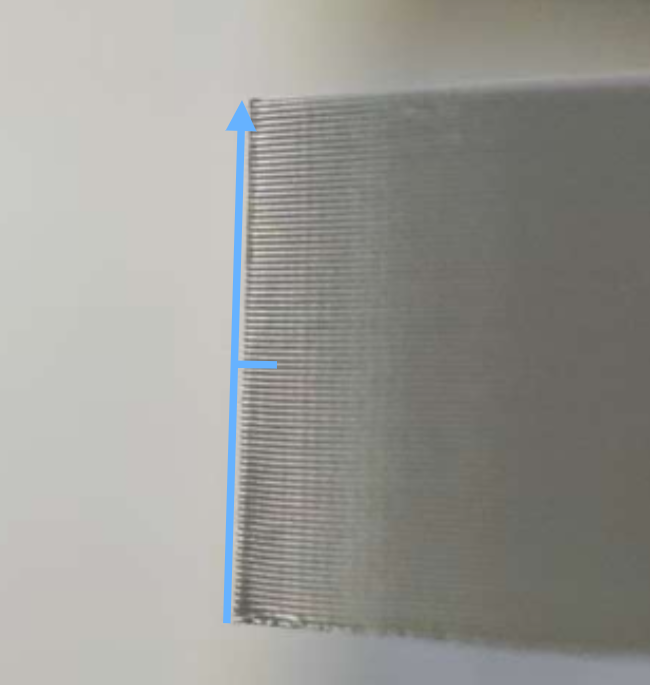
压力提前能优化打印变速时的打印质量,在模型侧面(Z轴方向)的孔洞和凸起的位置,以及转角位置效果最明显。侧面孔洞和凸起通常是搭桥和悬垂,这些部分会被降速,而搭桥和悬垂后又加速为正常速度,如果没有压力提前,就会出现搭桥或悬垂后缺料问题,使模型出现明显的额外层纹(打印Voron方块、3DBenchy小船甚至是温度塔等侧面有凸起或有孔的测试模型都可观察到这种缺陷)。
打印转角时,如果没有压力提前,转弯前的减速就会有材料堆积,转弯后的加速又会有缺料,这就会导致转角不够尖锐,影响打印件的尺寸特性和美观性。同时,在其他需要改变打印速度的地方,压力提前也能让打印走线的初始位置没有缺料问题,减少打印件的缺陷。
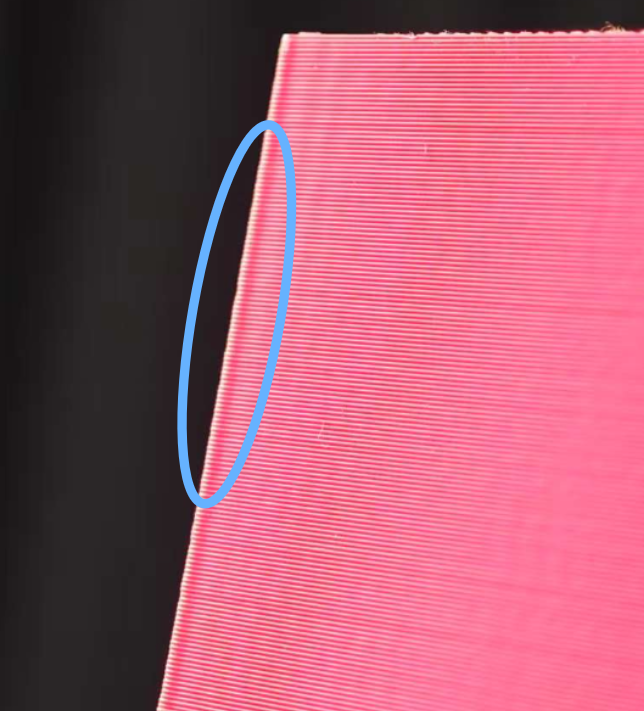
如果您已经校准过打印温度和流量比例,打印件的表面就不会出现严重的变形或者缺料,但此时的打印质量仅仅是“能用”,还充满着“不规则的层纹”、“不够尖锐的转角”等小问题。而压力提前的引入,可以消除侧面孔洞和凸起带来的额外层纹,并优化转角质量,让最终打印质量从“能用”变为“良好”。
1.3 压力提前为什么叫“K值”?还有什么叫法?
这个称呼源自较为古老的Marlin固件,可以追溯到很多年前。在Marlin固件的G代码中,压力提前命令的数字前面要带一个字母K,压力提前值也就被社区用户习惯称作“K值”。后来“K值”就保留了下来,并被用在各大新固件和新打印机的讨论和宣传中。
此外,压力提前还有“PA”和“动态流量”两个常用别名,前者是因为压力提前的英文简写就是PA,后者则是因为压力提前也可以理解为一种动态的挤出流量控制方法。
压力提前的单位应该是秒(表示提前了多少时间),但通常使用和讨论中不带单位,只是一个单纯的数值。
1.4 压力提前和流量有什么关系?
压力提前虽然也被称作“动态流量”,但和“流量比例”无关,前者补偿打印头加减速瞬间的动态挤出特性,主要影响转角等加减速场景的打印质量;后者则全局补偿挤出速度,主要控制模型整体的线宽和表面质量。
“压力提前校准”(动态流量校准)不能代替或补偿“流量比例校准”,要获得较好的打印质量,两种校准都要做。通常先校准流量比例,再校准压力提前。
第2节 怎么校准压力提前?
到这里您应该已经知道了压力提前的作用,下一个问题是,它究竟要提前多少才合适?但其实压力提前没有推荐的定值,需要自己测试校准。这是因为不同耗材熔化后的粘稠程度不同,不同机器的挤出机位置和喷嘴的形状也不相同,压力波传递的时间就会不同,所以不同机器、不同耗材的压力提前值都会不同。而且,耗材受潮程度、喷嘴的微小磨损、耗材着色剂引入的差异都会影响压力波的传递,所以即使是同类型耗材,只是不同颜色或不同批次,也最好每一卷都分别校准压力提前。
本节以目前3D打印常用的两个切片软件Bambu Studio和OrcaSlicer为例,介绍压力提前的调整方法,其中Bambu Studio将压力提前称为“动态流量”,OrcaSlicer将压力提前就称为“压力提前”。
本节目录:
- 2.1 拓竹打印机使用Bambu Studio自动校准压力提前
- 2.2 使用OrcaSlicer手动校准压力提前(Bambu Studio使用非拓竹机器请看这个)
- 2.3 拓竹打印机使用Bambu Studio手动校准压力提前
- 2.4 如果您使用OrcaSlicer和Bambu Connect控制拓竹打印机
2.1 拓竹打印机使用Bambu Studio自动校准压力提前(仅限部分机器)
拓竹只有A1、P2、X2等新机器和X1系列机器可以使用自动压力提前校准功能,P1系列只能手动校准。同时,如果使用0.2mm喷嘴,使用柔性或发泡耗材,或者X1系列使用透明耗材时,自动校准的结果将不准确,所有机器都只能手动校准(手动校准见2.3小节,自动校准原理将在本小节最后说明)。
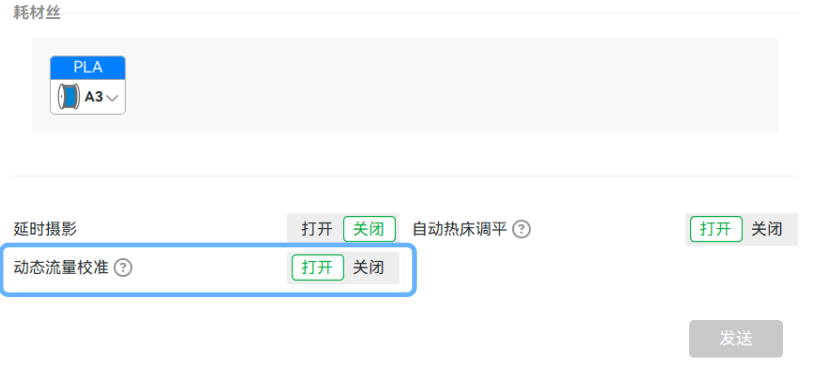
对于支持自动校准的机器和耗材,您只需在每次打印前勾选“动态流量校准”选项,机器就会在打印前自动校准压力提前。如果使用了多色打印,新机器会自动对每种耗材分别校准,X1系列机器则只会校准这次打印使用的第一种耗材。
如果您要固化校准参数,则需要在Bambu Studio中,点击上方选项卡的“校准”,然后在左侧选择“动态流量”,再点击下方的“自动校准”,会弹出参数设置界面,您需要选择要校准的耗材槽位(AMS位置或外挂料盘),并设置耗材类型、喷嘴直径和打印板类型,点击“校准”,系统就会自动校准这个耗材的压力提前值。注意X1系列的校准需要打印测试件,因此在校准前务必清洁打印板。


等校准结束点击“下一步”,就可以给校准值命名并存储为固化参数。以后打印时,如果不勾选“动态流量校准”,机器会默认使用这个固化的压力提前值,在“设备”界面点击对应的耗材,就可以看到固化的K值。
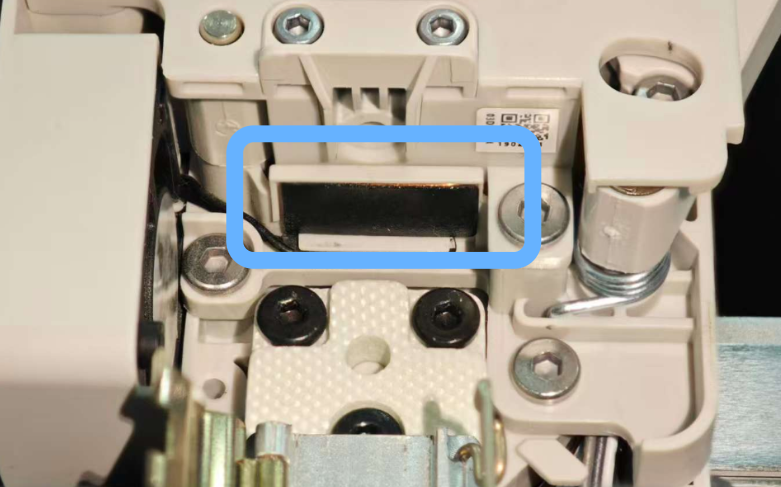
至于自动校准的原理,拓竹新机器在打印头上配了涡电流传感器。这个传感器能检测热端的微小位移,进而检测到作用在喷嘴上的压力变化。它本来是用来测量喷嘴对热床的碰撞(用于热床归零和热床调平),但同样也可以检测耗材挤出的压力波传递到喷嘴时的压力。因此,这些新机器无需打印任何测试件,只要单纯挤出一些材料,就能自动测量出压力提前值。
对于X1系列,其原理与新机器不同,而是打印一个测试件,其中包含了多种不同压力提前参数的线,然后用激光雷达扫描测试件,找到质量最好的那条线,进而判断压力提前值。因此,如果使用透明耗材就可能导致扫描结果不准确,需要手动校准。
2.2 使用OrcaSlicer手动校准压力提前(Bambu Studio使用非拓竹机器时参考本节方法)
OrcaSlicer的压力提前参数直接存储在耗材配置中,Bambu Studio使用非拓竹机器时,耗材配置中同样也会出现压力提前选项(显示为“压力提升”),校准流程与OrcaSlicer相同。
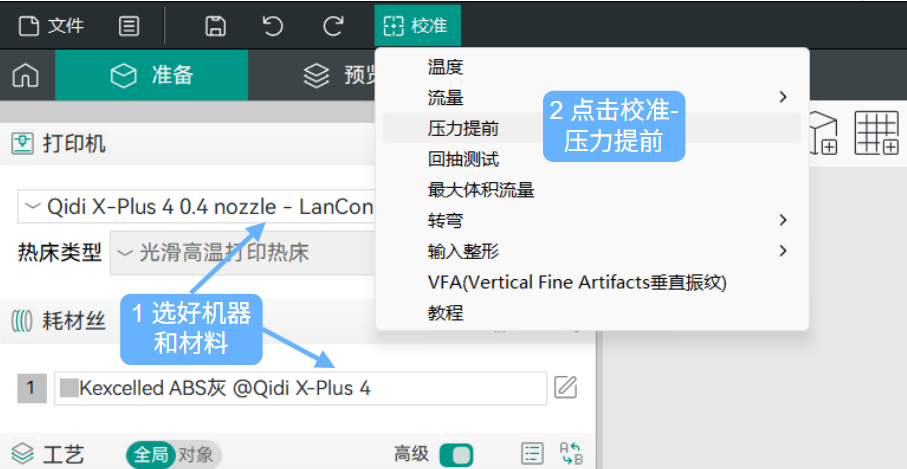
要校准压力提前,首先要选择合适的打印机和要校准的耗材。校准前保存当前的工作,点击最上方状态栏中较小的“校准”,点击“压力提前”,此处有3种校准模型可以选择。我一般会先选择V形模式粗调,再选择PA塔细调,因此校准共分为粗调、细调和填入三步。注意V形模式对首层质量依赖较高,建议校准前先进行打印机的机械校准。
第1步,粗调:
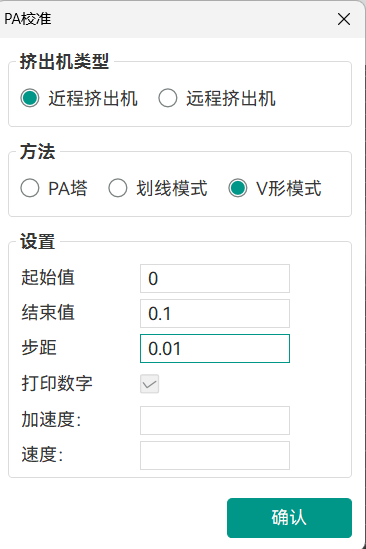
选择挤出机类型(挤出机在打印头上的为近程挤出机,多数机器都是),方法选择V形模式,并设定数值范围和步距。对于近程挤出,粗调建议范围0-0.1,步距0.01,加速度和速度可以空着,会使用机器默认参数。点击确认后,如果工作区此时有修改过打印参数的模型,则不要迁移打印参数,选择“放弃”。
此时OrcaSlicer会创建一个新的工作区,并自动装入一个模型,它看起来只是一个小方块,这是正常的,因为实际打印的东西是通过额外的G代码插入的。
点击切片,在切片后的预览中就能看到实际打印的V形测试片了,然后按正常流程发送打印这个东西即可。注意因为这个模型插入了额外的G代码,会导致打印机执行全打印板的热床调平,而不是仅调平打印区域,这会耗费较长的时间。如果您的机器有较为良好的默认热床调平参数,在打印这个模型时可以关闭热床调平(使用默认参数)
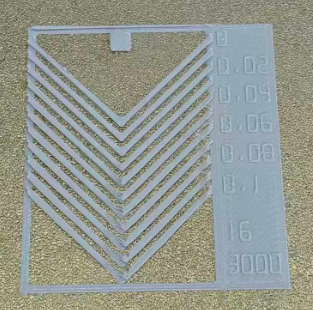
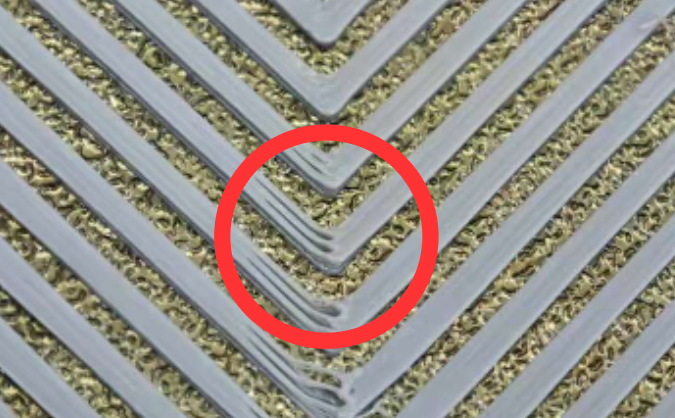
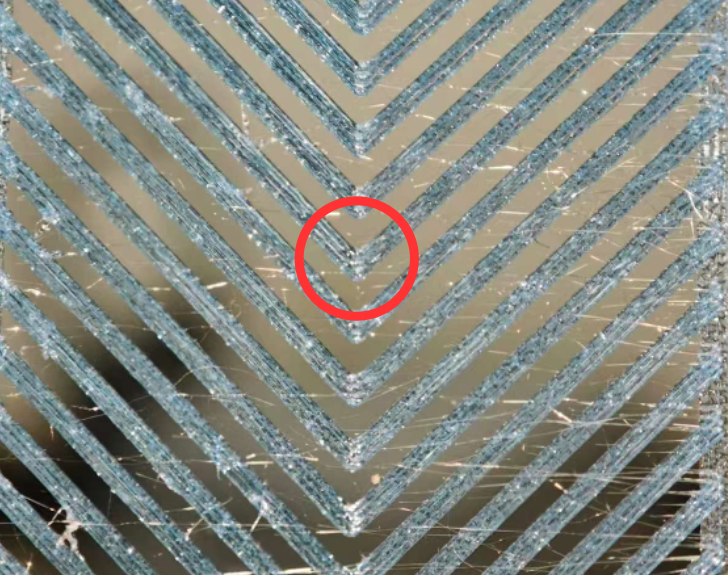
在打印好的测试片中,右侧会打印出每个V形对应的压力提前数值,最下方的数值是速度和加速度。您需要仔细观察每个V形,通常随着压力提前值增大,V形的转角处会逐渐出现缺料,找到第2个开始缺料的V形对应的数值,以此作为基准开始细调。
下次使用同类耗材时,压力提前的值通常不会有太大的变化,您可以直接以这个基准值开始细调,无需再次粗调。
*如果您的打印机使用远程挤出机,0-0.1的范围可能不适用,任何一个V形的转角都不会出现缺料,此时您需要用更大的压力提前值尝试,直到出现明显缺料为止。
第2步,细调:
点击最上方状态栏中较小的“校准”,点击“压力提前”,方法选择PA塔,将第2个开始缺料的V形对应的数值作为结束值,减去0.03或0.04作为起始值,步距0.002不改即可。点击确认后,如果您刚刚校准完V形模式,则不要保存项目或迁移打印参数,选择“放弃”。

此时OrcaSlicer会创建一个新的工作区,并自动装入一个模型,它看起来是实心的,这是正常的,实际切片时因为填充率设置为0,它会自动变成空心结构。
按正常流程切片并打印这个模型,打好后将其取下,摘掉每个转角的圆片Brim并观察每个转角,这个模型在不同高度上使用不同的压力提前值,您需要找到转角质量最好(转角最尖锐、两侧最对称)的高度,用尺子量出它对应整个模型高度的比例,代入起始值和结束值之间的范围比例,即可算出最佳压力提前值。具体的计算公式为:
起始值+(结束值-起始值)*最佳位置的高度比例
比如,起始值0.01,结束值0.04,转角质量最好的位置出现在1/2高度处,那最佳压力提前值就是0.01+(0.04-0.01)*1/2=0.025
如果您更关注侧面孔洞带来的额外层纹问题,转角质量相对没那么重要,压力提前的值可以取得比测量结果略大。
第3步,填入:
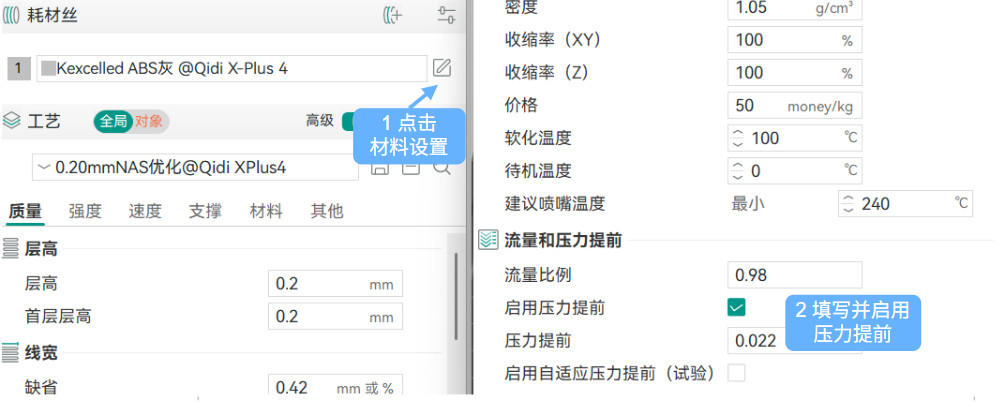
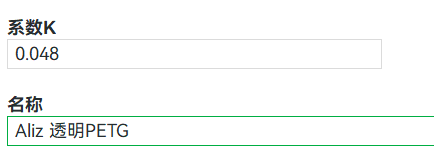
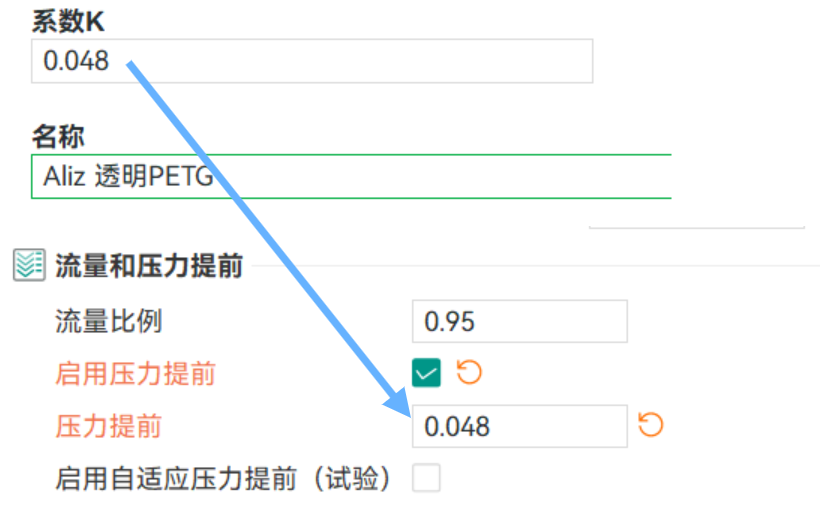
打开耗材设置,将测得的压力提前数值填入压力提前数值中,并勾选“启用压力提前”,以后再使用这个耗材打印时,OrcaSlicer就会自动应用这个压力提前参数了。
Bambu Studio使用非拓竹机器时,耗材设置中同样会出现“启用压力提前补偿”选项,将其勾选并将数值填入“压力提升”一栏即可。
*根据打印速度和转角形状不同,打印头的加减速过程是不同的,理论上压力提前数值也会有相应差异。OrcaSlicer目前支持“自适应压力提前”,以适应不同加减速过程,但这还是个实验性功能,效果可能不佳,您可根据需要,选择是否勾选这个选项,并根据其要求校准不同条件下的压力提前参数。
2.3 使用Bambu Studio手动校准压力提前
拓竹P1系列的机器不具备自动压力提前校准功能,或者遇到自动压力提前校准不够准确的情况(使用0.2mm喷嘴、使用柔性或发泡耗材、X1系列使用透明耗材),拓竹的机器也只能手动校准。
第1步,配置:
手动校准一定需要打印测试件,因此校准前需要清洁打印板。点击上方选项卡的“校准”,然后在左侧选择“动态流量”,再点击下方的“手动校准”,会弹出参数设置界面,您需要选择要校准的耗材槽位(AMS位置或外挂料盘),并设置耗材类型、喷嘴直径和打印板类型,模式选择“图案”,这样会和OrcaSlicer的V形模式一样,打印V形校准片。

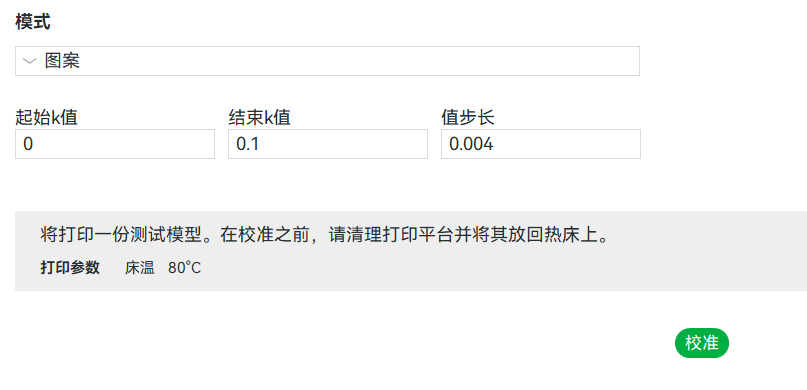
参数设置与OrcaSlicer类似,起始值0,结束值0.1,但由于Bambu Studio无法打印PA塔,只能使用V形模式,因此步距要比较小,设置为0.002或0.004,以方便判断。
第2步,判断与填入:
点击下方的“校准”,机器就会打印V形测试片,打印好后取下打印板并观察这个测试片。随着压力提前值增大,V形的转角处会逐渐出现缺料,由于Bambu Studio无法打印PA塔,判断方法与上一节有所不同,您需要找到恰好不缺料的V形对应的数值,这就是最终的校准数值。如果您更关注侧面孔洞带来的额外层纹问题,转角质量相对不是那么重要,压力提前的值可以取得比观察结果偏大一些。
在Bambu Studio中点击“下一步”,将判断的数值填入“系数K”一栏中,并为其命名,这个参数会保存并固化。以后打印时,如果不勾选“动态流量校准”,机器会默认使用这个固化的压力提前值,在“设备”界面点击对应的耗材,就可以看到固化的K值。
2.4 如果您使用OrcaSlicer和Bambu Connect控制拓竹打印机
Bambu Connect目前并不能设置固化的压力提前参数,只支持每次打印前勾选“动态流量校准”选项。如果您使用A1、A1 mini、H2系列和P2S等新机器和X1系列机器,您可以在每次打印前勾选“动态流量校准”选项,在打印时自动校准压力提前。

如果您需要固化校准参数,则比较麻烦,对于A1等支持自动压力提前校准的机器,您可以安装Bambu Studio,然后参考2.1小节进行固化校准参数的校准,再将校准结果手动写在OrcaSlicer的耗材设置中。此后就可以正常使用OrcaSicer生成带有固化的压力提前参数的打印文件。
如果您需要手动校准,可以参考2.2小节直接进行手动校准,然后将校准后的压力提前参数写在耗材设置中。
参考文献
[1]拓竹科技. 动态流量校准-Bambu Lab Wiki[DB/OL]. (2025-11-18) [2025-12-19]. https://wiki.bambulab.com/zh/software/bambu-studio/calibration_pa.
[2]OrcaSlicer. Calibration-OrcaSlicer Wiki[DB/OL]. (2025-11-25) [2025-12-19]. https://github.com/OrcaSlicer/OrcaSlicer/wiki/Calibration.
[3]程家军. 电涡流位移传感器在微间隙测量中的特殊应用[J]. 测控技术, 2015, 34(06):9-12.
0 条评论