写在前面
起迪Plus4是一个各方面均比较优秀的3D打印机,但诸多案例显示,它有两个严重影响打印的通病:热床归零问题(表现为喷嘴磨热床,也被称作Z-offset问题)和热床调平问题(表现为热床调平结果坑洼不平),并且起迪官方尚未给出有效的长期解决方案。好在经过社区用户的不懈努力,这两个问题已经被探索出一些可能的修复方法。
本文结合自己的思考,并参考了一些社区内的已有经验,提供纯软件操作来修复这两个问题的方法,无需改动任何打印机硬件。
但是,由于本文涉及网络访问打印机配置文件和打印机固件修改,在查阅文章前,请先阅读下方注意:
- 前置知识:进行本文的修改需要通过网络连接打印机并访问fluidd界面,如果您还不了解,可以阅读起迪官方的连接教程。
- 风险提示:本文涉及打印机固件修改,基于1.7.3固件修改并测试(理论上1.4-1.7任意固件均可用)。这些改动可能导致失去保修和硬件损坏,甚至是人身伤害。请在充分了解风险和注意事项后再进行相应改动。如读者因操作或改动打印机导致伤害、财产损失或打印机失去保修,本文作者将不承担相应责任。
- 知识产权声明:本文在参考部分社区已有经验的基础上原创编写,原理示意图均为作者绘制,参考内容已注明了出处,引用本文也请注明出处,并请不要盗用本文中的图片。若您认为本文提供的内容或外部链接侵犯了您的合法权益,请及时在评论区告知或通过网站联系方式告知,作者将在核实后迅速处理。
- 第三方链接声明:为方便读者了解相关知识,文中包含外部链接,但本站以外的链接的内容和隐私政策不受本网站控制,本文不对外部网站的版权、可靠性、安全性或合法性负责。
- 多色兼容性声明:由于本文写作时Plus4的多色打印系统(Qidi Box)仍不是十分成熟,相关讨论和研究极少,作者也未购入多色系统,因此本文的修改内容可能不兼容多色系统,甚至可能导致其他问题。如果您正在使用多色系统,在修改前请了解这一点。
此外,作者并不是机械相关专业的,也不是klipper固件的专家,因此文章可能有诸多不严谨之处,如果您发现文章有错误,或者有其他问题,可以在评论区指出,我将及时核实、回复与更正,非常感谢!
目录:
第1节 问题表现
本节介绍几个问题的表现和对打印质量的具体影响,您可以根据本节的描述判断您的Plus4机器是否也有同样问题,再决定是否要修复。
1.1 热床归零问题(喷嘴磨热床问题)
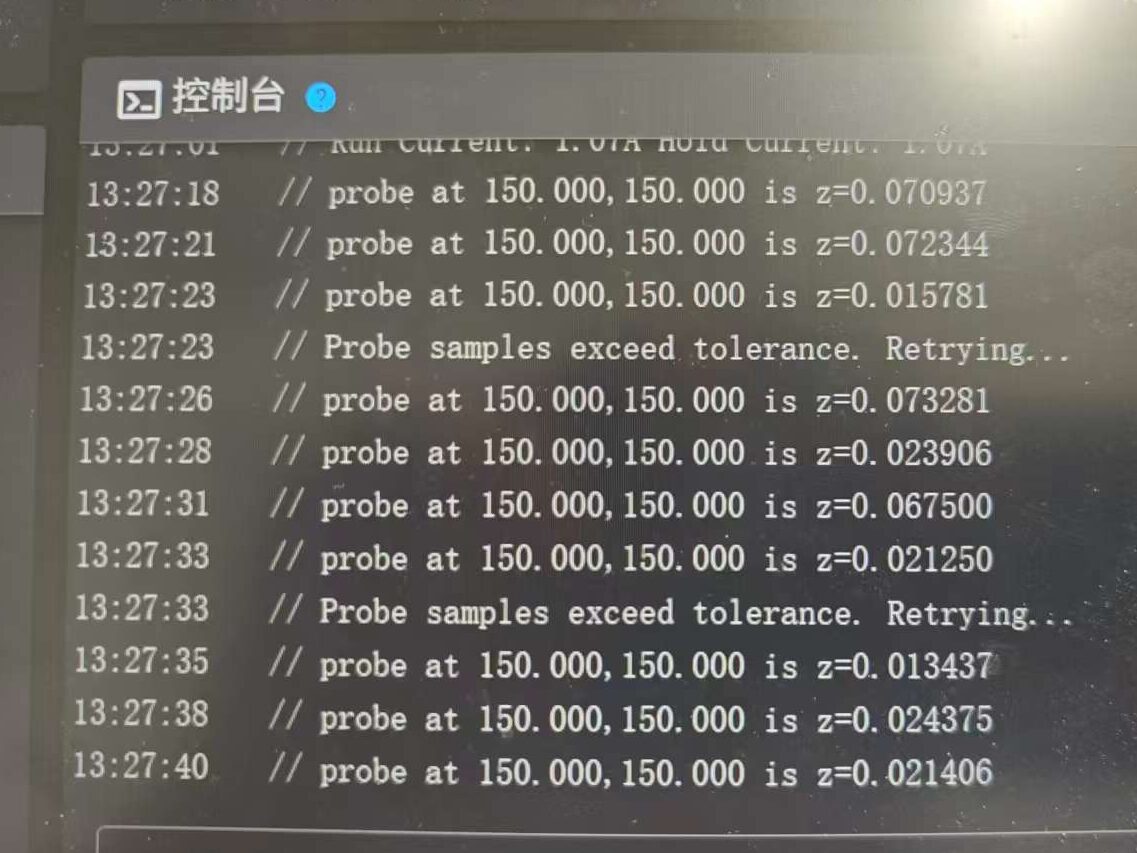
在热床温度较高或者开启仓温加热时,热床归零探测会出现问题,归零过程会不断出现重试(Probe samples exceed tolerance. Retrying…),且最终归零的位置偏高,甚至肉眼可见归零过程中打印头被顶高。最后会导致打印开始时喷嘴磨到热床,或者首层极低而使得打印质量不良。

1.2 热床调平问题
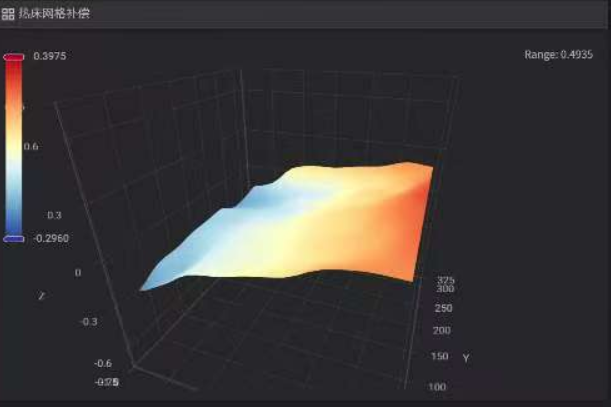
热床调平探测过程中,涡流传感器(接近开关)的误差非常大,甚至同一探测点两次的误差都很大,导致调平过程不断出现重试,且最后生成的热床网格补偿图往往像山脉一样高低起伏,这种情况在开启仓温加热时尤为明显。严重起伏的调平结果对于平面打印板来说显然是不正确的,并且会明显导致首层质量变差。同时,打印前的Z轴倾斜调整(热床左右倾斜的校正)也使用接近开关进行,所以接近开关的误差同样可能导致热床倾斜。
1.3 仓温加热导致的首层质量问题
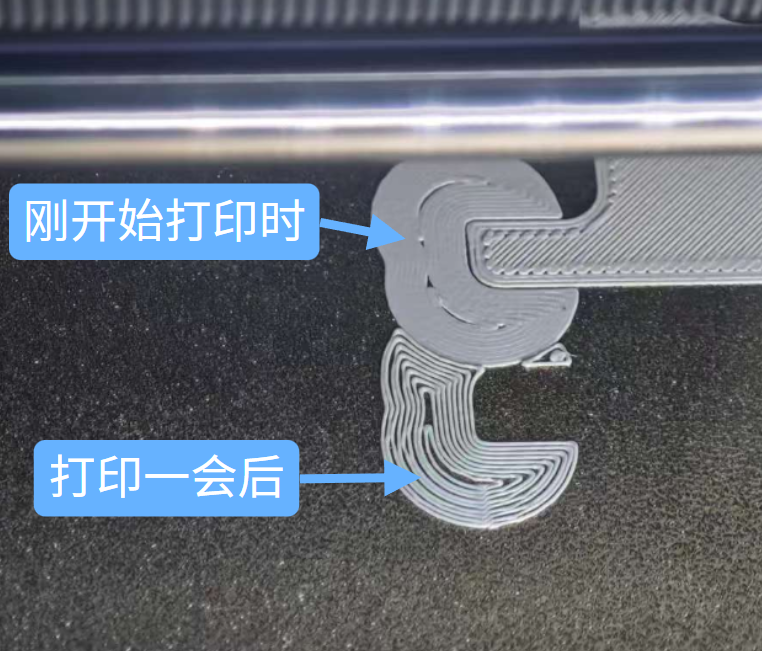
如果打印需要仓温加热的材料,Plus4默认只会预热热床,而不会预热仓温。即使打印前手动预热仓温或在耗材设置中勾选“激活温度控制”,Plus4在打印开始的准备阶段(包括归位、喷嘴清理、热床调平等)也会强制关闭仓温加热,到正式打印时再重新开启。如此一来,正式打印前仓温总是一个较低的状态,打印过程中随着仓温逐渐上升,首层质量会发生明显下降。由于这个问题需要在修复热床归零和调平问题后才能完全暴露,所以没有在标题中列出,但它对打印质量的影响同样很大,在打印大尺寸的模型时尤为明显。
第2节 软件修复解决方法
本节介绍通过软件修改(修改打印机固件的配置文件)来修复上述问题的办法,修复前请确保打印机没有在打印,否则您将无法保存配置文件。每个问题可以独立修复,但如果要开仓温加热打印,建议所有问题同时修复,以获得更好的打印效果。
此外,需要更新打印件固件时应注意,固件更新后,klipper配置文件会被重置,因此在起迪官方解决这些问题之前,每次固件更新后都要重新执行本节的修改。您可以将修复的流程复制或编写到一个文本文档内,存储到fluidd配置文件列表中,以便固件更新后重新修复时查阅。
2.1 访问打印机的配置文件列表
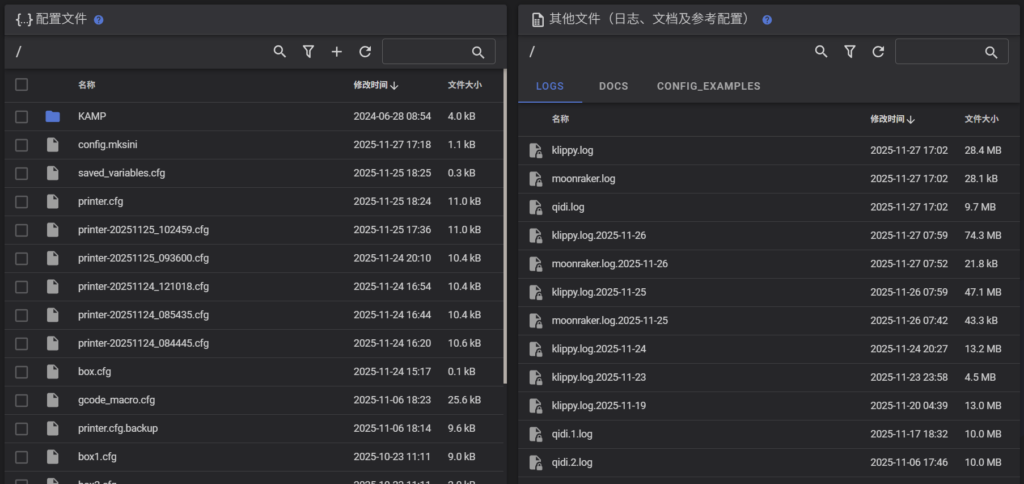
找一台电脑,通过网络连接到打印机后,点击切片软件界面上方的“设备”选项卡进入设备界面,或者直接在浏览器中输入打印机的局域网IP,就可以进入fluidd界面。随后点击左侧边栏的”配置“(图标为{…}),即可进入如下图所示的fluidd配置文件界面。如果您不了解如何连接打印机和访问设备界面,可以阅读起迪官方的连接教程。
2.2 修复热床归零(喷嘴磨热床)问题
第1步:找到左侧配置文件列表中的gcode_macro.cfg,首先建议将其备份,以便出现问题时恢复。对文件右键点击选择“复制”,会弹出复制文件的命名窗口,将复制的文件命名为一个易于记住的名字即可(为了避免备份文件被系统误读取,可将备份文件增加不同后缀,如gcode_macro_bkp.cfg.backup)。
第2步:备份后,打开gcode_macro.cfg并全部修改如下这些宏定义中相应字段的内容(修改内容均不含两端单引号,可以按Ctrl+F唤起搜索框,方便查找内容):
[gcode_macro get_zoffset]--->在'G1 Z10 F600'后一行加'G1 X25.5 Y150 F9000'
[gcode_macro test_zoffset]--->将所有'G1 X{150 - printer.probe["x_offset"]} Y{150 - printer.probe["y_offset"]} F9000'中X后面的'150'改为'25.5'
[gcode_macro G29]--->将所有'G1 X{150 - printer.probe["x_offset"]} Y{150 - printer.probe["y_offset"]} F9000'中X后面的'150'改为'25.5'
[gcode_macro M4027]--->将所有'G1 X{150 - printer.probe["x_offset"]} Y{150 - printer.probe["y_offset"]} F9000'中X后面的'150'改为'25.5'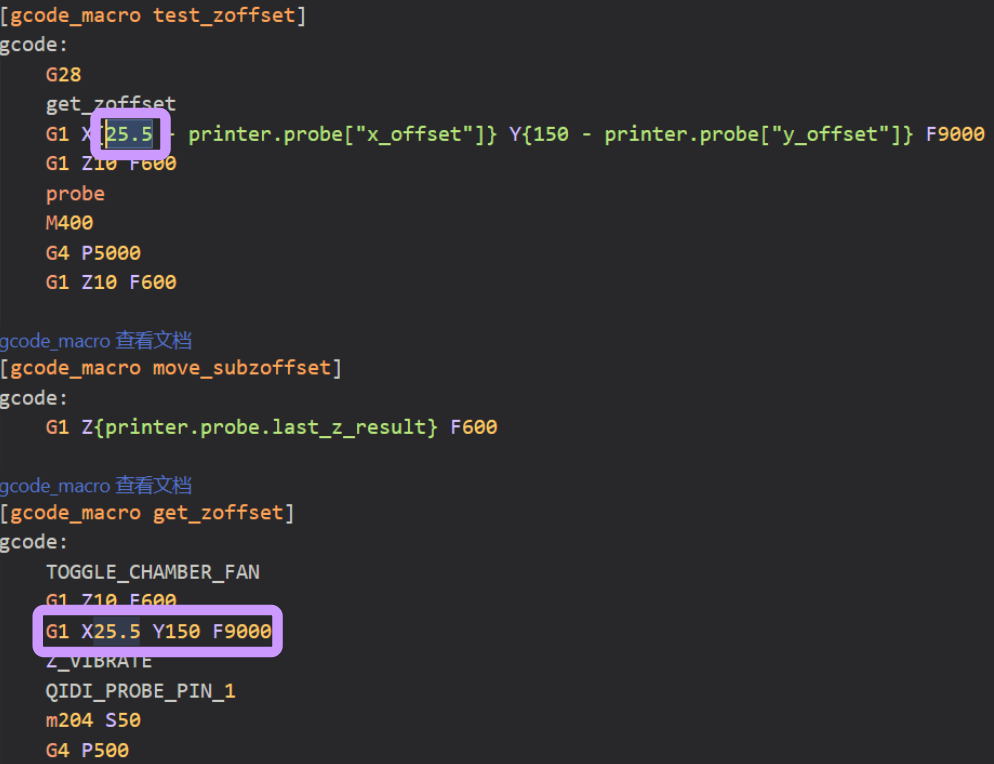
这些修改会让热床调平归位的探测点从热床正中心(坐标150, 150)移动到热床左边缘中点(坐标25.5, 50)[1]–[2],调平探测时就不容易出现重试了。
修改后,点击右上角的“保存并重启”,Klipper会重启并应用更改,但建议同时做完2.5小节的修复后工作,再进行打印操作。
2.3 修复热床调平问题
第1步:找到fluidd配置文件列表中的printer.cfg,首先建议将其备份,以便出现问题时恢复,备份方法同上。
第2步:备份后,打开printer.cfg并按需修改如下定义中相应字段的内容(修改的内容均不含两端单引号,可以按Ctrl+F唤起搜索框,方便查找内容):
[bed_mesh]--->将'horizontal_move_z: 5'中'5'改为'10'
[z_tilt]--->将'horizontal_move_z: 5'中'5'改为'10'
[smart_effector]--->将'sample_retract_dist: 5'中'5'改为'10'
#(可选)[smart_effector]--->将'speed:5'中'5'改为'2.5'(这条修改会大幅延长热床调平操作的时间,如果做其他修改后仍有问题,再改这个)
#(可选)[smart_effector]--->将'samples: 2'中'2'改为'1'(调平时每个点只探测一次,能减少热床调平时间,但只探测一次可能有偶发错误)这些修改会让每两次探测之间热床下降的距离变长,可以更有效地重置接近开关状态[1],就能消除其多次探测的误差。(第一条“可选”的修改则会让探测时热床靠近接近开关的速度变慢,进一步消除其误差)
修改后,点击右上角的“保存并重启”,Klipper会重启并应用更改。
2.4 修复仓温加热导致的首层质量问题
找到fluidd配置文件列表中的gcode_macro.cfg,如果您已经执行了2.2小节的修复,这次就不用备份了,只要直接打开并修改如下宏定义中相应字段的内容(修改的内容均不含两端单引号,可以按Ctrl+F唤起搜索框,方便查找内容):
[gcode_macro PRINT_START]--->将'M141 S0'改为'M141 S{chambertemp}',并取消'#M141 S{chambertemp}'的注释(删除#号)
[gcode_macro M4029]--->在'M104 S140'后一行加'{% set temp = printer["heater_generic chamber"].target %}',并将'M141 S0'改为'M141 S{temp}'
[gcode_macro G29]--->将'M141 S0'改为'M141 S{temp}'这些修改会让机器在打印前准备时进行仓温预热,并在整个准备过程中保持加热开启,以便机器在仓温加热状态下完成热床归零和调平,获得正确的调平数据。
修改后,点击右上角的“保存并重启”,Klipper会重启并应用更改。
此外,在打印需要仓温加热的耗材时,需要切片软件的耗材设置中设置合适的仓温并勾选“激活温度控制”,才能使在整个准备过程中仓温加热保持开启。如果不勾选,即使提前预热仓温,准备过程中仓温加热仍然会被强制关闭一段时间。

2.5 修复后的工作
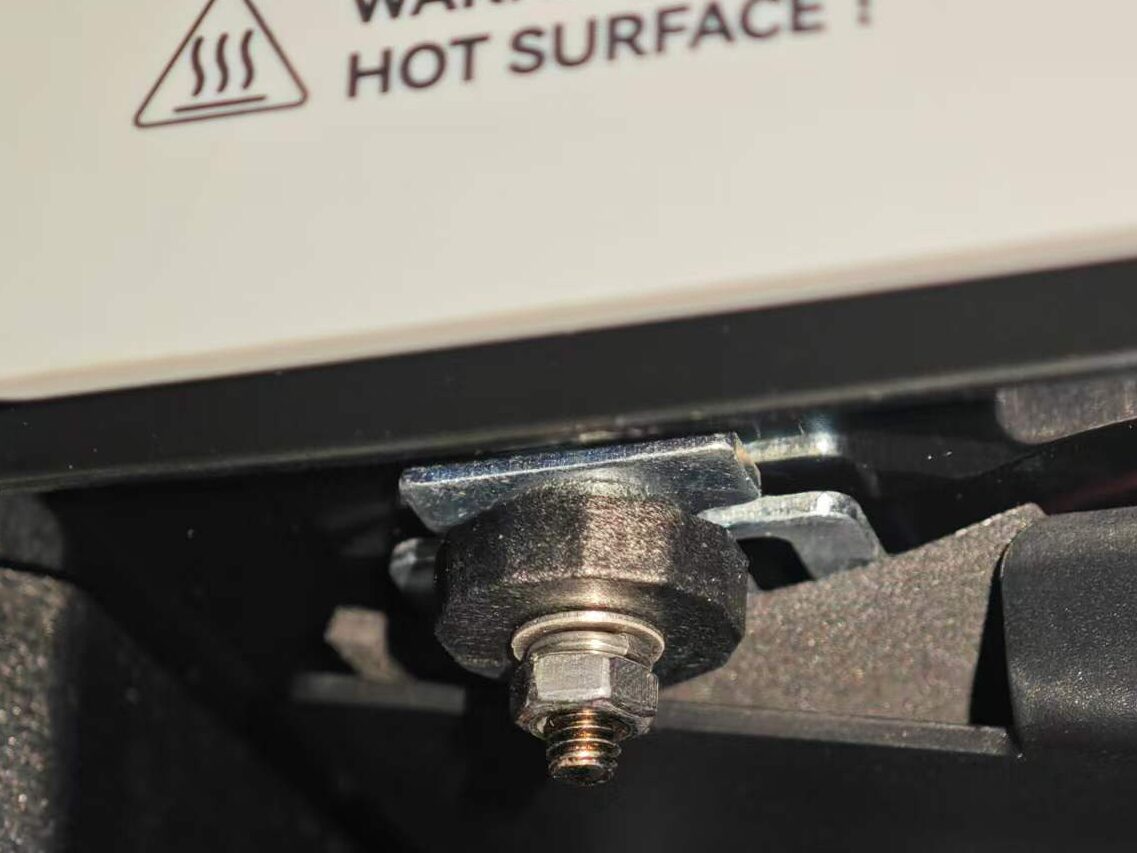
压电陶瓷探测器是固定在热床四角的手动调平螺丝上的,合适的压电陶瓷的预紧力能进一步优化热床归零探测效果。建议完成上述的修复后,拧松一点热床四角的手动调平螺母(让螺丝头大约露出三圈螺纹,如果已经较松则不需要进一步拧松),并重新进行手动调平(点击打印机屏幕上的“工具”-“平台校准”,然后根据屏幕提示操作即可,过程中需要用到“调平卡”,用常规的A4纸作为调平卡即可)。
做完这些操作后,再打印应该就可以获得比较良好的首层了,同时打印需要封箱加热的工程耗材时建议提前预热仓温并在预热后保持一段时间,以获得最佳效果。
第3节 问题原理的猜测
如果您对问题的原因和原理感兴趣,本节可能有帮助。作者也不完全清楚问题原因,所以本节包含了诸多猜测,可能不够严谨。
3.1 热床归零(喷嘴磨热床)问题的原理猜测
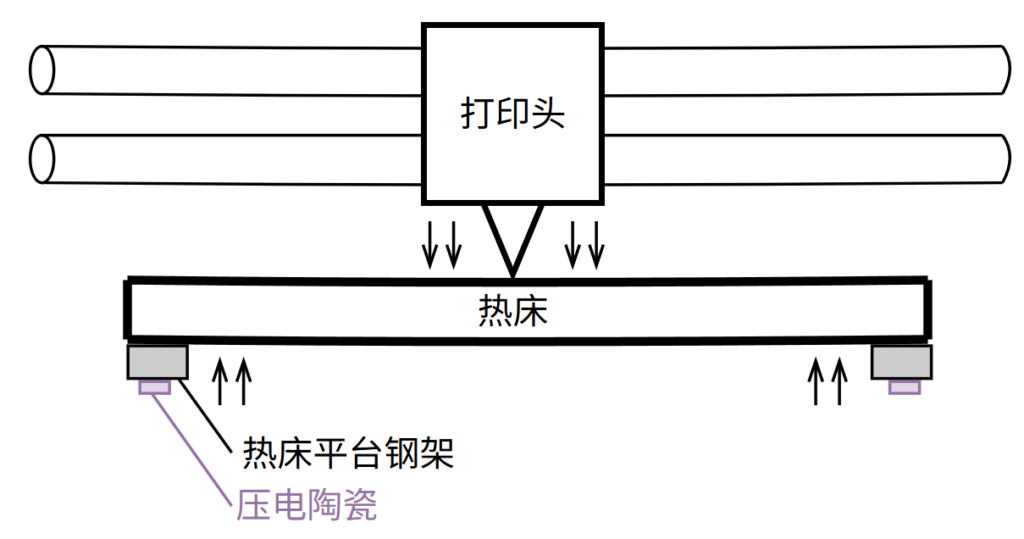
Plus4的热床归零是使用热床下方的四角上的4个压电晶体片(压电陶瓷蜂鸣片)来检测的,归零时,热床先持续升高,顶到喷头的瞬间,喷头对热床的压力会使压电陶瓷产生电压,机器识别到归零的位置,同时热床停止升高。开始打印时,热床会根据设定的打印层高,抬升到比归零位置低一层的位置,喷头就能打印出高度正确的首层。
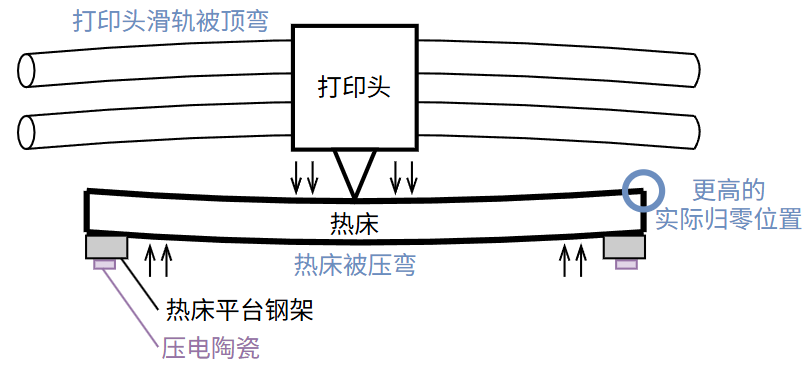
原本的设计看似很好,但一旦开启仓温加热,压电陶瓷温度升高,灵敏度会明显下降,即使热床已经顶到喷头,也不产生足够的触发电压,要等热床继续上升一些,热床和打印头的滑轨(光轴)都被轻微压变形后才能触发。
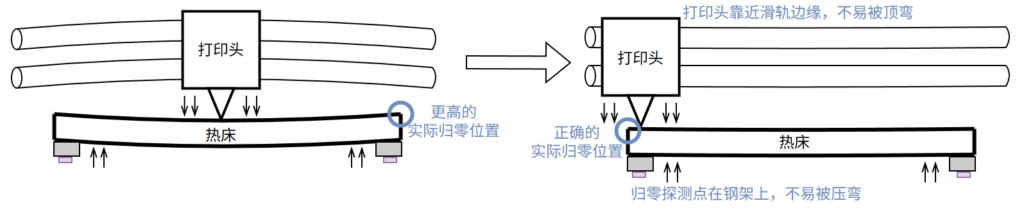
这会带来两个问题,第一,热床是在压弯的情况下归零的,归零的实际位置肯定比“正确的”归零位置偏高,打印时就会出现首层过薄或者喷嘴直接磨到热床的情况。第二,热床和打印头滑轨每次被压弯时,弯曲弧度不可能完全相同,每次归零的位置就不同,而系统设计上是需要多次确认归零位置的(防止喷嘴上残留耗材等情况影响归零位置),如果多次位置不一致就会重试归零。因此,归零过程就陷入了一直重试的循环,只能等到某几次归零时侥幸都是一样的弯曲状态才能结束。
固件修改有两个方向,一是补偿压电陶瓷的灵敏度,二是改善平台变形。由于前者过于复杂,需要考虑的因素太多,固件修改只能想办法处理平台变形问题。2.2的操作修改了归零相关的宏命令,将归零时的喷头位置从热床中心改到热床左侧,这里是打印平台下方钢骨架的正上方,比热床中心更硬;同时打印头移动到光轴滑轨边缘,也更不容易被顶高[2]。这样就保证压电陶瓷灵敏度下降后,还能在不变形的“正确的”归零位置让它触发。
*其实压电陶瓷的小板上是有一个MCU的,未来或许有办法能通过对这个MCU重编程来实现压电陶瓷的温度补偿。但现在作者还未找到与它相关的任何资料。
3.2 热床调平问题的原理猜测
Plus4的热床调平是在归零后,使用喷嘴旁边的涡流传感器(接近开关)来探测打印板的靠近的。探测某个调平点时,热床先升高,直到接近开关触发时就识别为探测位置,随后热床下降一段距离来重置接近开关状态,再进行下一次探测。但是接近开关温度上升后,重置距离会变长[3],原厂设计的5mm下降距离不够,接近开关无法有效重置,再次探测时就会出现随机误差,导致热床探测结果出现随机的起伏。
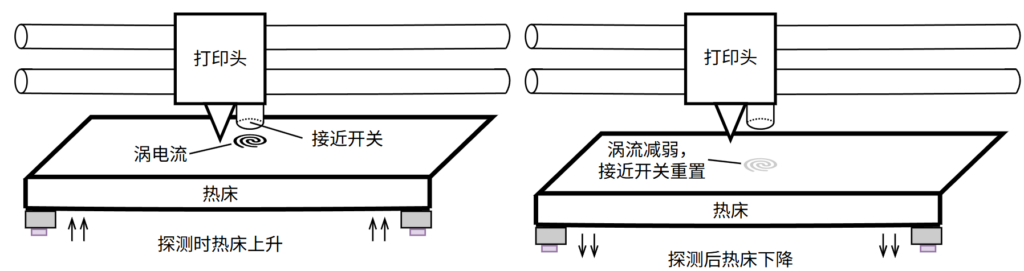
2.3的操作将两次探测间的热床下降距离从5mm改到10mm,使接近开关在任何温度都可以有效重置,其中“horizontal_move_z”是不同探测点之间的下降距离,“sample_retract_dist”是同一点重复探测确认时的下降距离。如果做完这个修改后仍未解决问题,就降低探测时热床上升的速度(第一条“可选”修改的内容),以进一步消除接近开关的误差。
此外,社区教程认为修改下降距离的同时修改Z轴电机的微步,可以进一步提高热床调平精度[4],但作者认为修改下降距离后(并配合其他修复后)热床调平效果和首层质量就已经非常不错,并未进行微步相关修改。
3.3 仓温加热导致的首层质量问题的原理猜测
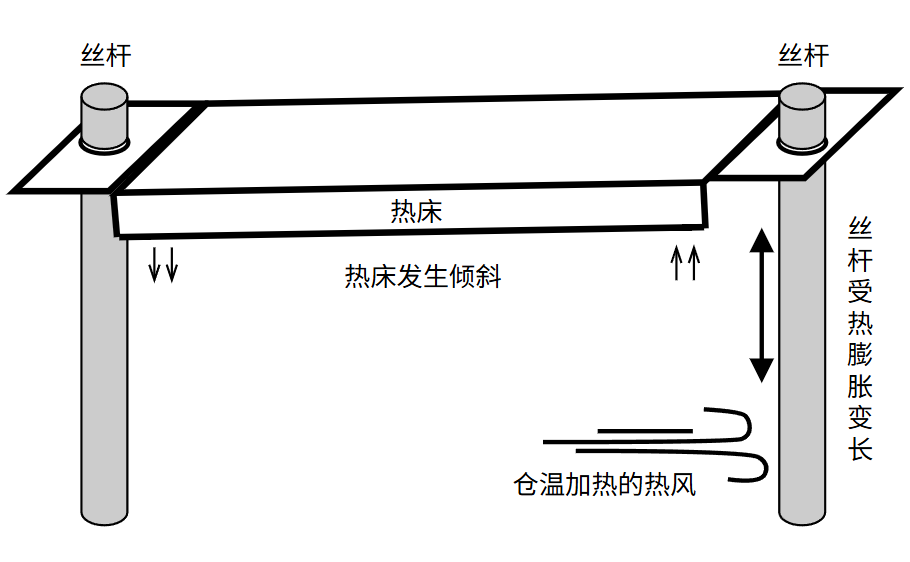
仓温加热开启时,加热器吹出的热风会导致机身框架和控制热床升降的两根丝杆发生不均匀的热膨胀,热床的平整度和倾斜度也会随之改变,和加热关闭时不同。
处理这种不均匀的变形很简单,只要在已经变形的情况下进行校准,就能补偿这些问题,带来比较好的打印质量。但Plus4偏偏在打印开始的准备阶段强制关闭仓温加热,让机器在没有加热(也就没有变形或者变形比较轻)的情况下完成校准,得到的就是未变形时的校准结果,等正式开始打印时,框架和丝杆随着仓温加热的热风而膨胀,而机器仍使用未变形时的校准结果,必然影响打印质量。
作者并不清楚Plus4为什么要在准备阶段强制关闭仓温加热,只是猜测这可能是出于安全考虑的权宜之计,与早期Plus4的固态继电器熔化问题有关(具体见附录2.1),但该问题早在2024年底就已经被官方从硬件和软件角度彻底修复,现在官方理应改掉这种临时设计才对。在1.6-1.7的固件中,作者未发现这种设计有节能性或者安全性方面的任何好处,且它确实导致了校准问题,因此作者通过修改配置文件的方式改掉了这个设计,并测试修改后的效果较好。
2.4的操作即修改仓温控制相关命令,让打印准备过程中仓温加热一直开启,让机器直接在膨胀后的状态进行校准,正式开始打印时依旧是膨胀状态,就不会再影响打印,配合打印前预热仓温会有更好的效果。
*其实做完修改后,机器在热床归零时仍会短暂关闭仓温加热,在打印任务刚开始和喷嘴清理后分别都会关闭一次,作者未找到具体原因,但这两次仓温加热关闭都十分短暂,没有显著影响,因此作者没有再进一步研究。
附录1:让Plus4开机或重启时默认关灯
每次Plus4开机或者klipper重启(包括共振补偿完成、修改配置或打印出错时的重启),Plus4都会默认打开仓内的照明灯。如果您关闭了照明灯并执行第2节的修复过程,您应该就会发现每次“保存并重启”后,照明灯都会重新打开。由于仓内的高温环境会加速LED的老化,这种默认开灯的设计可能会影响休息或导致灯带组件的亮度过早衰减,或者就是让您感觉很难受。如果您想让Plus4开机或重启时默认关灯,则可以做如下修改:
找到fluidd配置文件列表中的printer.cfg,如果您已经执行了2.3小节的修复,这次就不用备份了,只要直接打开并修改如下定义中相应字段的内容(修改的内容均不含两端单引号,可以按Ctrl+F唤起搜索框,方便查找内容):
[output_pin caselight]--->将'shutdown_value:1'和'value:1'中'1'均改为'0'caselight引脚即为控制仓内灯的引脚,这些修改会改变其开机时的默认状态,让机器默认关灯。其中value为正常开机时的默认状态,shutdown_value为出错重启时的默认状态,您可以根据需要,仅修改shutdown_value或value的值。
修改后,点击右上角的“保存并重启”,Klipper会重启并应用更改。
附录2:Plus4仓温加热的其他可能问题说明
事实上,Plus4的仓温加热器还有几个通病问题,但这些问题已被官方修复或通常无需修复,因此作者将其放在了附录中。
附2.1 固态继电器熔化问题
Plus4的仓温加热器是由市电直接驱动的,其功率由一个固态继电器(Solid State Relay, SSR)来控制。由于早期Plus4的SSR控制板设计不合理,在市电电压为100-120V的地区(同样加热功率下电流大约是市电220V地区的两倍),SSR会因电流过大而熔化烧毁,并可能导致着火[5]。这个问题对市电220V的地区无影响,且目前起迪官方已经从软件和硬件层面全面修复了这个问题,具体措施包括:
- 2024年12月以后生产的所有Plus4(也就是除了首发几个批次外的大部分)都换装了新设计的SSR控制板,新控制板不再有安全问题
- 1.4.3开始的固件限制仓温加热器的最大工作功率为额定功率的40%(之前为70%),即使仍在市电100-120V的地区使用旧的SSR控制板,40%的最大功率也基本不会导致SSR烧毁
因此,当前尤其在市电220V地区使用时,无需再担心烧毁问题,也不必再进行任何额外的修复。
附2.2 模型过高时过热停机问题
开启仓温加热并打印高度超过268mm的模型时,热床下降过低,会堵住仓温加热器的出风口,导致仓温加热器过热并最终使打印机强制停机(这种停机是基于Klipper故障重启实现的,打印任务会被中断,且不像断电续打一样可恢复)。由于高大的模型通常会面临严重翘曲,所以实际打印中极少出现使用工程耗材还如此高大的模型,该问题未广泛暴露也未被官方修复,作者也认为修复这个问题并不必要。
该问题是硬件缺陷,无法通过纯软件方式完全修复,但可以改善。如果您想通过软件改善该问题,则可以做如下修改[6](注意该修改未经过作者验证,可能导致其他不可预料的问题):
找到fluidd配置文件列表中的printer.cfg,如果您已经执行了2.3小节的修复,这次就不用备份了,首先修改如下定义中相应字段的内容(修改的内容不含两端单引号,可以按Ctrl+F唤起搜索框,方便查找内容):
[heater_generic chamber]--->将'target_min_temp: 45'中'45'改为'10'随后在空白处插入如下完整定义段:
[gcode_macro SET_PRINT_STATS_INFO]
rename_existing: SET_PRINT_STATS_INFO_BASE
gcode:
{% set curlayer = params.CURRENT_LAYER|default(1)|int %}
{% if (printer.toolhead.position.z) >= 268 %}
M141 S10
{% endif %}
SET_PRINT_STATS_INFO_BASE CURRENT_LAYER={curlayer}
这些修改会使得打印高度超过268mm时,仓温加热温度自动变为10℃(这样会使得加热器关闭而加热器上的风扇继续运转),此时虽然仓温加热器关闭,但热床还能继续加热仓内空气,可以一定程度上维持仓温,直到打印完成。
修改后,点击右上角的“保存并重启”,Klipper会重启并应用更改。
附2.3 仓温传感器位置不合理问题
Plus4的仓温传感器位于打印机右侧XY步进电机附近,该位置距离打印头较远,无法准确反映打印头附近的实际空气温度。由于打印头实际上变相附带了一个温度传感器(打印头上的GD32 MCU能够读取自身温度,而且它基本不发热,读取到的几乎就是空气温度),因此可以将仓温传感器和GD32的温度加权平均后作为实际仓温,但作者认为修复该问题并不必要。因为实测充分预热后,打印过程中的实际仓温是高于而非低于仓温传感器温度的[7],因此不必担心实际仓温低于预设值而使模型冷却过快。如果MCU在某些情况下因为异常负载而过热,使用加权平均的温度还可能导致其他问题。如果您想修复这个问题,可参考[7]中的教程(英文),但请务必确保您已经完全了解其中的内容及风险再进行操作。
参考文献
(参考文献格式末尾有一个点,如果您要访问链接,复制时请删去末尾的点)
[1]guykuo. Kuo Steps for Improving Z-Offset Reliability[EB/OL]. (2025-04-13) [2025-12-17]. https://github.com/qidi-community/Plus4-Wiki/tree/main/content/Kuo-Steps-for-Improving-Z-Offset-Reliability.
[2]用户“二月喵喵喵喵”.“将z偏移测试坐标由150-150改到25.5-150后个人感觉冷热机z偏移测量误差在0.05以内。”[EB/OL]. (2025-08-18) [2025-12-17]. https://www.bilibili.com/video/BV12RfUYiEyA(该视频评论区中的评论).
[3]刘钢, 张磊, 罗强. 温度对电涡流位移传感器测试误差影响分析[J]. 传感器与微系统, 2019, 38(06): 27-30.
[4]stew675. Better Bed Meshing[EB/OL]. (2024-12-01) [2025-12-17]. https://github.com/qidi-community/Plus4-Wiki/tree/main/content/more-accurate-bed-meshing.
[5]spooknik. Qidi Plus 4 SSR Board[EB/OL]. (2024-11-02) [2026-05-21]. https://github.com/qidi-community/Plus4-Wiki/tree/main/content/ssr-board.
[6]stew675. Chamber Heater Issue[EB/OL]. (2024-12-01) [2026-05-21]. https://github.com/qidi-community/Plus4-Wiki/blob/main/content/chamber-heater-issue.
[7]stew675. Better Chamber Temperature Readings[EB/OL]. (2025-07-05) [2026-05-21]. https://github.com/qidi-community/Plus4-Wiki/tree/main/content/chamber-heater-investigation.
0 条评论